Kwiindaba zokugqibela, indlela yoyilo yobukhulu obukhulu beplasitiki ye-ultrasonic welding slotted joint yacetywa kwaye yaqinisekiswa yimifuniselo.Okokuqala, uphondo lwe-welding ye-strip yahlulwe ngokufanelekileyo kwiiyunithi ezininzi ukuze uyilo lwe-slotted uphondo lwe-welding kunye nesakhiwo esinzima siguqulelwe kuyilo lweyunithi ye-welding elula.Emva koko into edibeneyo ithelekiswa nesiqingatha se-oscillator yamaza kunye necandelo elilinganayo eliqwalasela ukuxutywa kwe-vibration.I-equation ye-frequency ye-joint ifunyenwe ngokusebenzisa ingcamango ye-impedance elinganayo yomatshini.
Ekugqibeleni, impembelelo yenombolo ye-slot, ububanzi be-slot kunye nobude be-slot kwiimpawu ze-vibration ze-welding joints zaphononongwa ngokusebenzisa i-equation.Ngokwale ndlela, amaqela amaninzi eegrooves ezinkulu zesayizi ayilwe kwaye asebenza ngoomatshini.Iziphumo zovavanyo zibonisa ukuba amaxabiso alinganisiweyo kunye nethiyori ye-resonance frequency of the welded joints avumelana kakuhle.
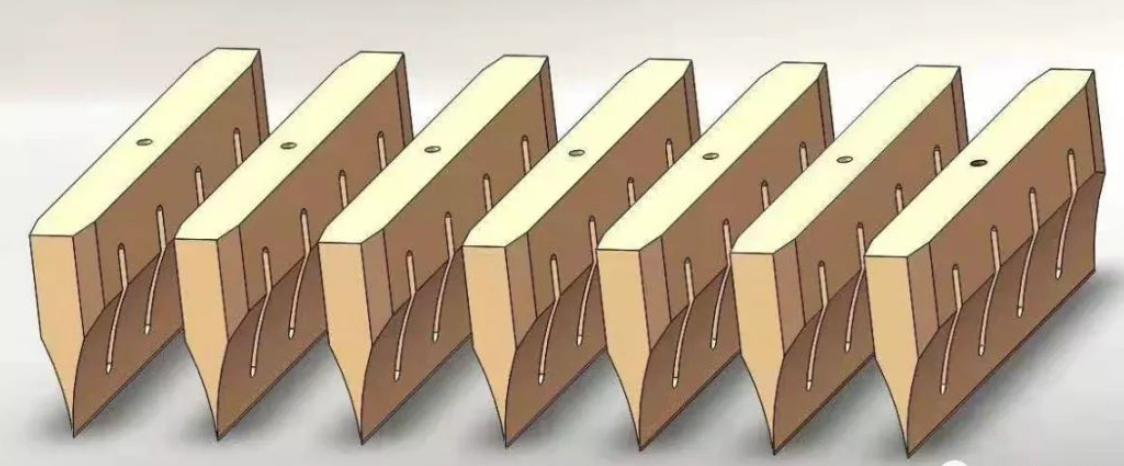
Njengoko kubonisiwe kulo mfanekiso ungezantsi.Ubude, ububanzi kunye nobukhulu bophondo lwe-welding yi-L, B kunye ne-T ngokulandelelanayo.Thatha u-z axis njengesalathiso sovuselelo se-transducer.Kwi-frequency yokusebenza, ijoyinti ye-welding exande iya kuvelisa i-odolo yokuqala ye-longitudinal vibration kwicala lika-Z.Kumalungu e-strip welding, i-L≥2T, i-B kunye ne-L inokuthelekiswa, ngoko ke ukuguquguquka kwe-welding joints kwi-X direction kungahoywa.
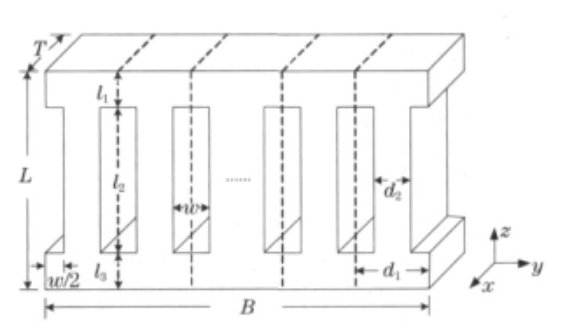
Ngenxa yokuba intshukumo enqamlezileyo kwicala elingu y inempembelelo enkulu kwintshukumo yelongitudinal, idla ngokufaniswa ngoku slotting.Uphondo lwe-welding lwahlulwe lwaba (n + 1) iiyunithi ngokuvula ngokufanayo iindawo zokubeka kwi-Y direction.Ububanzi kunye nobude slot ngalinye W kunye L2 ngokulandelelana, kwaye iindawo zokubeka zahlulwe igalelo kunye neziphelo imveliso welding uphondo l1 kunye L3 ngokulandelelanayo.Ukuqinisekisa ukuba iyunithi nganye ilingana ngokupheleleyo, i-grooves yobubanzi W / 2 kufuneka ivulwe kuzo zombini iziphelo zophondo lwe-welding transverse.Ngaloo ndlela, iyunithi nganye yokubumba i-welding yi-compound trapezoidal uphondo kunye necandelo loxande.Ukucinga ukuba ububanzi kuzo zombini iziphelo naphakathi kweyunithi nganye yi-D1 kunye ne-D2, kunokubonwa apha ngasentla: L= L1 + L2 +L3
Ngenxa yepateni efanayo phakathi kwezinto, i-amplitude yemveliso ye-weld nayo iya kungcangcazela ipateni, kwaye xa idibene, uphondo lwe-ultrasonic luya kuba nalo mzekelo, ukwenzela ukuba uyilo lwe-ultrasonic mold luya kwenziwa lula ukuyila nayiphi na into. isiqalelo.Ukongezelela, ifana ngokufanayo.Ukuze ucinezele ngokufanelekileyo i-vibration enqamlezileyo kwaye uqinisekise ukuba uphondo lwe-welding lunokuqina okusisigxina, ububanzi beyunithi ye-welding horn unit eyahlulwe yi-groove ngokubanzi!/ 8 ~!4/ 25 ~!/20[7], inani le-grooving le-welding joints linokumiselwa ngokwemiqathango engentla.Ngenxa yokuba ububanzi beyunithi yophondo lwe-welding ngokubanzi aludluli!PI /4, ngoko ke inokuhlalutywa malunga nethiyori enecala elinye.Nayiphi na iyunithi ye-welding kwi-unit 1 inokuthathwa njengento equlethwe yimivalo emithathu ye-rectangular equisectional.
Aluminiyam ingxubevange 7075 (Imodyuli Young E=7.17*1010N/M2 density ρ=2820kg/m3, Poisson's ratio V =0.34) yakhethwa uphondo welding.Iinxaki (1) ~ (3) kunye (6) zisetyenziselwe ukubala inani elingu-n, ubude u-L2 nobubanzi obu-W beendawo zokubeka ezahlukeneyo.Xa ubude be-resonant L yophondo lwe-welding ye-strip lutshintsha nobubanzi B, ubude obuvakalayo L bophondo lwe-welding buyatshintsha ngobubanzi B. I-resonant frequency ebalwayo f=20kHz, L1=L3 yokwenza lula.Xa ubude slot nobubanzi buhlala, ubude be-resonant butshintsha kunye nobubanzi bephondo le-weld xa inani le-slot lihlukile.L2 =60mm, W =10mm.Njengoko kunokubonwa kwiFIG.2, kuba uphondo welding slotted eboniswe FIG.I-1, ubude be-resonance ye-resonance yokuqala buncinci kunophondo lwe-welding olungafakwanga lubalwe ngokwethiyori enye-dimensional (126mm), kunye nobude be-resonant yophondo lwe-welding yanda ngokunyuka kobubanzi bophondo lwe-welding, kodwa ukwanda kuncipha ngokuthe ngcembe.Ukongeza, xa i-resonant frequency kunye nobubanzi be-weld buhlala buhlala, ubude be-resonant ye-weld buyancipha ngokunyuka kwenani le-slot.
Ukongeza, amajoyinti adityanisiweyo amathathu anobukhulu obahlukeneyo atshintshwa ngoomatshini ngealluminiyam ialloy 7075 (izinto ezifanayo nezingasentla).Ubukhulu T bala malungu mathathu adityanisiweyo kunye nomlinganiselo we-harmonic vibration frequency FM zanikwa.Xa ubukhulu bophondo lwe-welding bungaphantsi kwekota ye-wavelength (nantsi i-63mm), ukutenxa phakathi kwe-frequency elinganisiweyo kunye ne-design frequency ingaphantsi kwe-2%, enokuthi ihlangabezane neemfuno zezicelo zobunjineli.
Umtya omde we-ultrasonic welding welding joint yahlulahlulwe ngokufanelekileyo kwizinto ezininzi ezilinganayo kunye ne-frequency equation ye-joint element yafunyanwa yindlela yokudlulisa imatrix.Ukuba ububanzi kunye nobungakanani kunye nobukhulu be-slot ziyaziwa, i-equation ingasetyenziselwa ukuyila i-strip joint ngokufanelekileyo, ngaloo ndlela inikezela ngesiseko sethiyori yoyilo lwe-strip joint.Eli phepha kwakhona uhlalutya impembelelo inani slot, ububanzi slot nobude slot kwi welding ubungakanani joint ngemizekelo.Ingabonwa ukuba le ndlela nayo inempembelelo ethile kwi-design optimization ye-welding joint

Ukwahlula i-groove emva kohlalutyo lokungcangcazela kwe-strip welding, uphondo lwe-welding lunokwahlulwa lube ngumzimba weyunithi yokugqibela kunye neseli yeyunithi ephakathi, kusetyenziswa indlela ebonakalayo ye-elasticity kunye nesiphumo somgca wothumelo, ubude beeyunithi ezine ezahlukeneyo zinikezelwa ngokulandelelana kwaye Ulwalathiso lweqondo eliphezulu le-equation frequency, i-equation frequency ingasetyenziselwa ukuyila uphondo lwe-welding yebha ende, kodwa inkqubo yoyilo inzima, Ukukhethwa kwezinye iiparameters kuxhomekeke kumava kwaye ayifanelekanga kwisicelo sobunjineli.Kweli phepha, i-strip welding joint yahlulahlulwe kwizinto ezininzi ezilinganayo ngokubeka okufanelekileyo, kwaye i-equation ye-frequency ye-welding joint element ifunyenwe ngendlela yokudluliselwa kwe-matrix, ebonelela ngesiseko sethiyori yoyilo lwe-strip welding joint.Uyilo lunobalo olulula lwethiyori kunye nentsingiselo ebonakalayo ebonakalayo, ebonelela ngendlela elula nelula yoyilo lobunjineli bomcu.
welding joint.

Ixesha lokuposa: Mar-17-2022